 +86-15371769898
+86-15371769898 [email protected]
[email protected]
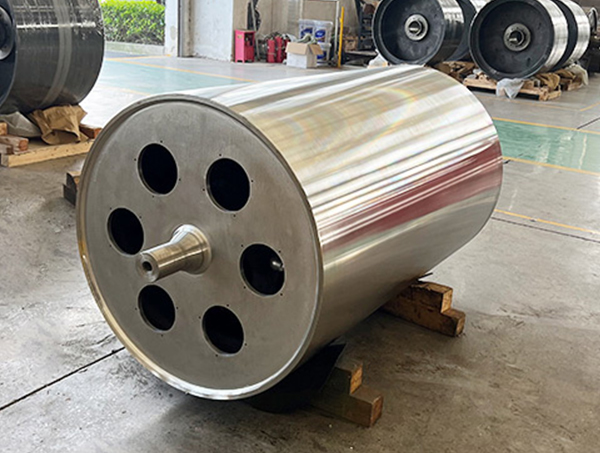
+86-15371769898[email protected]В линиях непрерывной закалки современного производства стали Водяной закалочный ролик служит физической основой, несущей раскаленные стальные пластины или профили. Его рабочая среда является одной из самых изнурительных в промышленном мире. Корпус катка должен не только выдерживать механические нагрузки в несколько тонн, но и поддерживать динамическое равновесие между экстремальными температурами поверхности (более 900°C) и внутренним водяным охлаждением под высоким давлением.
Этот экстремальный температурный градиент предъявляет практически невыполнимые требования к физическим и химическим свойствам материала. Неправильный выбор материала приводит к преждевременному образованию «огненных трещин» на поверхности ролика и может привести к искривлению или деформации корпуса ролика. Это, в свою очередь, напрямую влияет на показатели плоскостности и производительности конечного стального изделия. Таким образом, понимание металлургической логики выбора материалов является основой обеспечения долгосрочной стабильной работы производственной линии.
Сущность процесса закалки заключается в быстром охлаждении, а Водяной закалочный ролик является основным средством этого процесса. При прохождении раскаленной стали по ролику область контакта моментально нагревается; по мере вращения ролика эта же область быстро охлаждается распыленной водой или внутренней циркуляцией. Постоянное температурное циклирование является основной причиной выхода из строя роликов.
Термическая усталость проявляется в виде сети мелких трещин на поверхности роликов, которую в промышленности обычно называют «огненным растрескиванием». Это явление связано с неравномерным расширением и сжатием поверхностного слоя материала при резких перепадах температур. Когда эти циклические напряжения превышают предел упругости материала, возникают микроскопические трещины, которые распространяются внутрь.
Чтобы решить эту задачу, высокопроизводительные Водяной закалочный роликs обычно используют чугун с высоким содержанием хрома или специальные сплавы на основе никеля. Добавив Хром (Cr) и Никель (Ni) к матрице значительно улучшаются стойкость материала к окислению и термостойкость. Превосходный выбор сплава гарантирует, что ролик сохраняет низкий коэффициент теплового расширения во время частых циклов нагрева и охлаждения, тем самым замедляя образование трещин и увеличивая интервалы технического обслуживания.
В условиях высоких нагрузок и высоких температур металлические материалы подвергаются медленной, но необратимой пластической деформации, известной как Ползучесть . Для закалочных валков, требующих чрезвычайно высокой соосности и соосности, такая деформация губительна.
Квалифицированный Водяной закалочный ролик должен обладать превосходной «красной твердостью» — способностью сохранять достаточную прочность даже при свечении красным. Если предел текучести материала резко падает при повышении температуры, каток будет подвергаться «ползучести» при больших нагрузках, что приведет к вибрации во время транспортировки. Это не только повреждает сам ролик, но также вызывает вмятины или неравномерное охлаждение на поверхности стальной пластины.
В металлургических рецептурах добавление Молибден (Мо) эффективно повышает температуру рекристаллизации стали, повышая ее сопротивление ползучести. Ванадий (V) улучшает зернистую структуру и повышает общую прочность материала. Эта особая химическая конструкция позволяет закалочным роликам промышленного класса сохранять идеальную геометрическую форму даже при экстремальном давлении, обеспечивая стабильное качество последующей продукции.
Среда закалки часто насыщена высокотемпературным паром и различными химическими добавками, что делает изделие устойчивым к коррозии и окислению. Водяной закалочный ролик так же критичен, как и его термическая прочность.
При высоких температурах металлические поверхности легко вступают в реакцию с кислородом, образуя накипь. Если материал ролика имеет плохую стойкость к окислению, образовавшаяся окалина может отслаиваться и прилипать к горячей стальной пластине, вызывая ямки или царапины. Сплавы с высоким содержанием хрома образуют на поверхности роликов плотный защитный пассивирующий слой, эффективно блокирующий дальнейшее проникновение кислорода и обеспечивающий гладкость поверхности стального листа, как зеркало.
Современные закалочные валки часто имеют внутреннюю спиральную конструкцию охлаждающего канала для равномерного отвода тепла. Однако циркулирующая охлаждающая вода может содержать ионы, которые со временем могут привести к внутренней точечной коррозии. Выбор материалов с превосходной стойкостью к точечной коррозии (например, нержавеющая сталь 310S или специальные сплавы для центробежного литья) предотвращает проникновение охлаждающей воды в стенку и попадание в производственную линию, что позволяет избежать незапланированных простоев, вызванных утечками.
Чтобы помочь менеджерам по закупкам и техническому персоналу в оценке материалов, в следующей таблице сравниваются характеристики основных материалов, используемых для Водяной закалочный роликs :
| Марка материала | Сопротивление термической усталости | Ползучесть Resistance | Устойчивость к окислению/коррозии | Типичное применение |
|---|---|---|---|---|
| Чугун с высоким содержанием хрома | Умеренный | Отлично | Отлично | Толстый лист горячей прокатки |
| Нержавеющая сталь 310S | Отлично | Умеренный | Отлично | Общая термическая обработка |
| Центробежный литой сплав | Отлично | Отлично | Отлично | Высокоскоростные и высокоточные линии |
| Легированная сталь 40Cr | Умеренный | Умеренный | Умеренный | Транспортировка в низкотемпературной зоне |
| Никель/кобальтовые сплавы | Исключительный | Исключительный | Исключительный | Аэрокосмическая/Специальная сталь |
Помимо выбора основного материала, технология обработки поверхности является ключевым фактором в увеличении рентабельности инвестиций (ROI) в производство. Водяной закалочный роликs .
Использование Высокоскоростной кислородно-топливный (HVOF) Технология напыления позволяет нанести на поверхность ролика тонкий, но чрезвычайно твердый слой карбида вольфрама или сплава хрома. Такая «броня» не только повышает износостойкость в несколько раз, но и предотвращает «налипание металла». При обработке чувствительных марок стали данная технология существенно снижает процент брака, вызванного прихватом металла.
Обрабатываемость материала также влияет на производительность. Материалы премиум-класса позволяют инженерам проектировать более сложные внутренние пути потока, тем самым устраняя «горячие точки», вызванные накоплением тепла. Равномерное температурное поле значительно снижает тепловые нагрузки, а в сочетании с правильным материалом может увеличить общий срок службы катка более чем на 50%.
В1: Как я могу определить, нуждается ли мой валик для закалки воды в замене?
А: Обратите внимание на глубокое распространение «огненных трещин» на поверхности, измерьте, не превышает ли радиальное биение корпуса ролика допустимые пределы, и проверьте, не является ли температура на выходе внутренней охлаждающей воды аномально высокой.
В2: Почему центробежное литье лучше, чем статическое литье для закалочных валков?
А: Центробежное литье использует центробежную силу для устранения пористости и шлака, в результате чего получается гораздо более тонкая и однородная структура зерен, что приводит к превосходной стойкости к термическому удару при высоких температурах.
В3: Не повредит ли ролик недостаточный поток охлаждающей воды?
А: Да. Даже в случае сплавов на основе никеля высшего качества температура поверхности выйдет из-под контроля без внутреннего охлаждения, что приведет к необратимому микроструктурному охрупчиванию или серьезной деформации.



Занимаемся разработкой и производством валков различной формы и конструкции.
Телефон: +86-15371769898
Электронная почта: [email protected]
Адрес: Китай, пров. Цзянсу, г. Наньтун, уезд Хайань, поселок Чэндун, проспект Лифа, д. 9
Авторское право© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Все права защищены.
 Производители тонкостенных роликов по индивидуальному заказу
Производители тонкостенных роликов по индивидуальному заказу
 English
English русский
русский Deutsch
Deutsch