 +86-15371769898
+86-15371769898 [email protected]
[email protected]
+86-15371769898[email protected]Четыре основных типа стальных роликов — сплошные, полые, рифленые и с покрытием — не являются взаимозаменяемыми. Каждый из них разработан для определенного профиля нагрузки, взаимодействия с поверхностью и рабочей среды. Выбор неправильного типа приведет к преждевременному износу, низкому качеству продукции и незапланированным простоям. В этом руководстве вы найдете точную разбивку каждого типа, его сильные стороны и ограничения, а также конкретные области применения, в которых он превосходит альтернативы.
Стальные ролики являются контактными компонентами — их геометрия, поверхность и масса напрямую определяют, как сила и материал передаются в каждом цикле. Ролик, правильно подобранный для своего применения, может работать в течение десятки тысяч часов с регулярным обслуживанием. Тот же самый ролик, использованный неправильно, может выйти из строя в течение нескольких недель.
Четыре структурных типа различаются по пяти критическим параметрам производительности:
Сплошной стальной ролик изготавливается из цельной стальной заготовки без внутренних пустот. Это самый тяжелый, самый жесткий и обладающий самой высокой грузоподъемностью тип. Сплошные ролики являются выбором по умолчанию там, где максимальная структурная целостность и устойчивость к прогибам не подлежат обсуждению.
Сплошные ролики обычно изготавливаются из среднеуглеродистой стали (например, AISI 1045 или 1060), легированной стали (4140, 4340) или нержавеющей стали (304, 316, 440C) в зависимости от требований к коррозии, температуре и твердости для конкретного применения. Твердость поверхности после термообработки обычно достигает 58–65 HRС на рабочей поверхности, обеспечивая превосходную износостойкость при длительной контактной нагрузке.
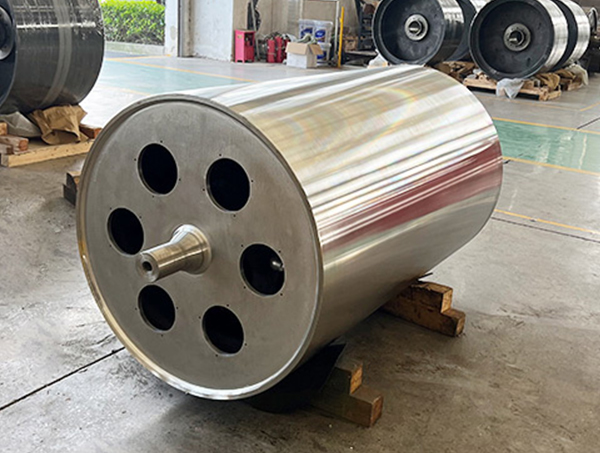
Полые стальные ролики изготавливаются из стальной трубы или катаного и сварного стального листа с пустым сердечником. Полая конструкция снижает массу, сохраняя при этом большой рабочий диаметр. , что делает их предпочтительным выбором для высокоскоростных линий, систем теплопередачи и в ситуациях, когда несущая нагрузка или вес конструкции должны быть сведены к минимуму.
Толщина стенок полых валков обычно составляет от от 6 мм до 30 мм в зависимости от диаметра, требований к нагрузке и наличия внутренних элементов (таких как каналы нагрева или охлаждения). Полые валики большего диаметра, используемые в бумагоделательных машинах или линиях по переработке широкорулонного полотна, могут достигать диаметра 500–1200 мм сохраняя при этом управляемый вес благодаря полому сердечнику.
Стальные ролики с канавками имеют обработанные каналы, профили или узоры, вырезанные на их рабочей поверхности. Канавки служат функциональной цели: они направляют материал, контролируют боковое движение, обеспечивают дренаж жидкости или создают определенные профили натяжения в полотне или заготовке. Ролики с канавками могут быть сплошными или полыми по своей конструкции — определяющей особенностью является геометрия поверхности.
| Тип канавки | Профиль | Основная функция | Типичное применение |
|---|---|---|---|
| V-образный паз | Угловой V-образный канал | Направляющий ремень или трос сбоку | Ленточные конвейеры, волочение проволоки |
| U-образный паз | Закругленный канал | Опорный круглый кабель или шланг | Прокладка кабеля, канатные системы |
| Елочка/спираль | Угловые диагональные канавки | Расправить паутину, удалить воздух или жидкость | Бумагоделательные машины, линии по производству пленки |
| Периферийные кольца | Параллельные кольца вокруг ролика | Уменьшить площадь контакта, дренаж | Мокрая обработка, печать |
| Рифленая/штриховка | Алмазная или линейная текстура | Увеличьте сцепление и тягу | Приводные ролики, механизмы подачи |
В стальных роликах с покрытием используется стальной сердечник — сплошной или полый — с функциональным поверхностным слоем, наносимым для изменения взаимодействия ролика с проходящим по нему материалом. Покрытие не является декоративным; он разработан для обеспечения свойств, которые не может обеспечить базовая сталь: контролируемое сцепление, химическая стойкость, антипригарное покрытие, электрическая изоляция или повышенная твердость.
| Покрытие | Ключевое свойство | Предел температуры | Типичное использование |
|---|---|---|---|
| Жесткий хром | Чрезвычайная твердость (70HRC), низкое трение. | До 400°С | Печать, ламинирование, каландрирование |
| Резина/полиуретан | Высокий захват, гашение вибраций, защита поверхности | До 120°С | Обработка бумаги, упаковка, приводные ролики |
| ПТФЭ (Тефлон) | Антипригарное покрытие, химическая стойкость | До 260°С | Клеевая ламинация, пищевая промышленность |
| Керамика (термический спрей) | Высокая твердость, износостойкость, электроизоляция. | До 1000°С | Сталелитейные заводы, высокотемпературная обработка |
| Карбид вольфрама | Исключительная стойкость к истиранию (до 72 HRC) | До 500°С | Абразивная обработка полотна, горное дело |
| Анодированный алюминиевый рукав | Легкий, устойчивый к коррозии внешний слой | До 150°С | Офсетная печать, светопреобразование |
В таблице ниже представлено прямое сравнение по наиболее важным критериям выбора:
| Критерии | Твердый | Полый | Рифленый | с покрытием |
|---|---|---|---|---|
| 3 звезды | 3 звезды | 3 звезды | 4 звезды | 4 звезды |
| Вес/инерция | Тяжелый | Свет | Средний | Средний |
| Настройка поверхности | Низкий | Низкий | Высокий (профиль) | Высокий (материал) |
| Контроль температуры | Ограниченный | Отлично | Умеренный | Зависит от покрытия |
| Относительная стоимость | Средний | Низкий–Medium | Средний–High | Высокий |
| Лучший диапазон скоростей | Низкий–medium | Средний–high | Низкий–high | Низкий–high |
| Частота технического обслуживания | Низкий | Низкий | Средний | Средний–High |
Проработайте эти вопросы, чтобы сузить свой выбор до нужного типа:
Не существует универсального лучшего типа стальных роликов — только тот, который соответствует вашим конкретным требованиям к нагрузке, скорости, поверхности и процессу. Сплошные ролики выигрывают по грузоподъемности и стойкости к ударам. Полые ролики выигрывают по скорости, контролю температуры и снижению веса. Рифленые ролики решают проблемы отслеживания материала и управления потоками, которые не могут решить гладкие ролики. Ролики с покрытием продлевают срок службы и обеспечивают взаимодействие с поверхностью, которое не может обеспечить голая сталь.
На многих производственных линиях одновременно используется более одного типа — полый нагретый валик на входе, расширительный валик с канавками в середине полотна и печатный валик с хромовым покрытием в зоне контакта. Сопоставление технологических требований с каждой позицией ролика, а не применение одного типа повсюду, отличает хорошо спроектированную линию от линии, которая неэффективна или требует постоянного внепланового обслуживания.



Занимаемся разработкой и производством валков различной формы и конструкции.
Телефон: +86-15371769898
Электронная почта: [email protected]
Адрес: Китай, пров. Цзянсу, г. Наньтун, уезд Хайань, поселок Чэндун, проспект Лифа, д. 9
Авторское право© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Все права защищены.
 Производители тонкостенных роликов по индивидуальному заказу
Производители тонкостенных роликов по индивидуальному заказу
 English
English русский
русский Deutsch
Deutsch