Водоохлаждающий ролик является широко используемым механическим оборудованием в современном промышленном производстве, особенно в области стали, металлургии, механической обработки и т. д., и играет жизненно важную роль. Водяной закалочный ролик в процессе работы подвергается воздействию высокой температуры, высокого давления и эрозии коррозионными веществами. Поэтому обработка поверхности ролика имеет решающее значение для его производительности и срока службы. Для повышения износостойкости, коррозионной стойкости и стойкости к высоким температурам закалочных валиков одним из распространенных методов обработки стал процесс гальванопокрытия поверхности.
Технология гальванопокрытия, являющаяся эффективным методом обработки поверхности, позволяет значительно улучшить эксплуатационные характеристики закалочного валика водой за счет нанесения на поверхность валика слоя металла или сплава, что позволяет ему лучше работать в суровых условиях. В данной статье подробно рассматривается процесс поверхностного гальванического покрытия ролика с водяным охлаждением, анализируются его различные этапы и его роль в улучшении характеристик ролика.
Какова роль и требования к гальванопокрытию водоохлаждающего ролика?
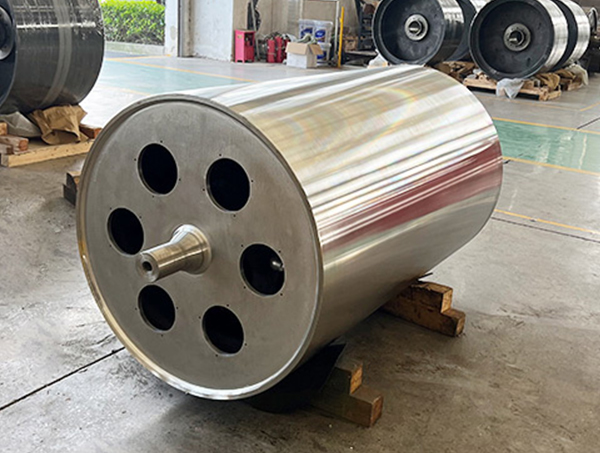
Являясь незаменимым ключевым компонентом в металлургической и сталелитейной промышленности, водоохлаждающий ролик в основном используется для охлаждения металлических материалов после прокатки. Условия труда здесь очень суровые. Поверхность ролика должна выдерживать высокую температуру, сильную эрозию коррозионной средой и сильный физический износ. Поэтому поверхностный материал ролика для закалки водой должен обладать высокой термостойкостью, коррозионной стойкостью и износостойкостью. Процесс гальванопокрытия является одним из эффективных способов улучшения этих свойств.
Основными целями гальванопокрытия водоохлаждающих валиков являются:
· Повышение износостойкости: гальваническое покрытие твердых металлов, таких как хром, никель и т. д., позволяет эффективно повысить твердость поверхности ролика, уменьшить износ и увеличить срок службы.
· Повышение коррозионной стойкости: гальванопокрытие может эффективно повысить стойкость к окислению и коррозионную стойкость поверхности металла, благодаря чему ролик сохраняет хорошую устойчивость в суровых рабочих условиях.
· Улучшение термической стабильности: гальванический слой может сохранять свою прочность и долговечность при высоких температурах, а также предотвращать деформацию или повреждение поверхности в условиях высоких температур.
· Снижение коэффициента трения: гальванический слой может изменять шероховатость поверхности ролика, снижать коэффициент трения при контакте с материалом, снижать потребление энергии и повышать эффективность производства.
Таким образом, обрабатывая ролик закалки водой методом поверхностного гальванического покрытия, можно значительно улучшить его производительность и срок службы, снизить затраты на техническое обслуживание и повысить эффективность производства.
Каковы этапы процесса гальванопокрытия поверхности закалочного валика?
Процесс гальванопокрытия представляет собой сложный процесс, включающий несколько этапов, а детали и контроль каждого этапа будут напрямую влиять на конечный эффект гальванопокрытия. Процесс гальванопокрытия валиком с водяным охлаждением обычно включает следующие основные этапы:
1. Предварительная обработка
Предварительная обработка является важнейшим этапом процесса гальванопокрытия, который обеспечивает хорошую адгезионную основу для последующего слоя гальванопокрытия. Чистота поверхности водооткатного ролика напрямую влияет на качество гальванического слоя. Неправильная предварительная обработка может привести к плохому сцеплению или отслаиванию гальванического слоя.
Основные этапы предварительной обработки включают в себя:
· Обезжиривание: поверхность ролика водяного охлаждения склонна к прилипанию загрязнений, таких как масло, смазочные материалы и т. д., во время использования, поэтому поверхностное масло необходимо удалять химическими растворителями или механическими средствами.
· Травление: поверхность ролика для закалки водой травят кислым раствором (например, соляной кислотой или серной кислотой) для удаления оксидной окалины, слоя ржавчины и других загрязнений с поверхности. После травления на поверхности образуется слой мелких пор, что способствует адгезии гальванического слоя.
· Промывка водой: После травления поверхность необходимо тщательно промыть чистой водой, чтобы удалить остаточные кислотные вещества и не повлиять на последующий процесс гальванопокрытия.
· Электролитическая очистка: в некоторых случаях может потребоваться электролитическая очистка для дальнейшего удаления поверхностной грязи. В этом процессе используется электрический ток для растворения грязи и примесей на поверхности водоохлаждающего ролика в водном растворе.
После завершения предварительной обработки поверхность закалочного ролика должна быть гладкой и чистой, чтобы обеспечить равномерное нанесение гальванического слоя.
2. Нанесение гальванического слоя
Нанесение гальванического слоя является основным этапом процесса гальванопокрытия. В этом процессе ионы металлов восстанавливаются на поверхности ролика закалки водой посредством электролитической реакции с образованием слоя металлического покрытия. Распространенными металлами для гальванопокрытия являются хром, никель, медь, цинк и т. д. Различные металлы могут придавать роликам различные свойства.
· Никелирование: слой никелирования обладает хорошей коррозионной стойкостью, износостойкостью и хорошей прочностью сцепления и часто используется для защиты поверхности в обычных условиях.
· Хромирование: слой хромирования обладает износостойкостью и твердостью и часто используется в ситуациях, требующих высокой износостойкости. Твердый хромированный гальванический слой обычно имеет более высокую твердость, что может эффективно продлить срок службы закалочного ролика водой, особенно в условиях высоких температур и сильных коррозионных сред.
· Медное покрытие: слой медного покрытия обладает хорошей теплопроводностью и стойкостью к окислению и обычно используется для некоторых специальных гальванических нужд, например, в качестве роликов для закалки водой, которые улучшают теплопроводность.
· Композитное покрытие: Композитное гальванопокрытие относится к гальванопокрытию различных металлических слоев. К наиболее распространенным из них относятся гальванопокрытие никель-хромовым композитом и гальванопокрытие никель-медным композитом. Он может сочетать в себе преимущества нескольких металлов и удовлетворять потребности более сложных рабочих сред.
В процессе гальванопокрытия необходимо точно контролировать такие параметры, как ток, напряжение, температура раствора, значение pH и концентрация гальванического раствора, чтобы обеспечить однородность, адгезию и твердость гальванического слоя.
3. Последующее лечение
После нанесения гальванического слоя поверхность закалочного ролика все еще нуждается в дальнейшей обработке для обеспечения стабильности, отделки и долговечности гальванического слоя. Основные этапы постобработки включают в себя:
· Пассивационная обработка: Пассивация является распространенным процессом после гальванопокрытия. В основном он образует защитную пленку на поверхности гальванического слоя химическими методами, тем самым улучшая коррозионную стойкость гальванического слоя. Пассивирующий слой может эффективно предотвращать эрозию внешних веществ и повышать антиокислительную способность гальванического слоя.
· Сушка: После гальванопокрытия водоохлаждающий валик должен удалить влагу с поверхности в процессе сушки, чтобы предотвратить отслаивание или коррозию гальванического слоя из-за остаточной влаги.
· Полировальная обработка: Для улучшения гладкости и эстетики поверхности валика гальванический слой обычно полируется после завершения. Полировка позволяет не только улучшить внешний вид поверхности, но и дополнительно повысить износостойкость и снизить трение поверхности.
· Закалочная обработка: в некоторых случаях для повышения твердости гальванического слоя водооткатный валик после гальванопокрытия необходимо подвергнуть термической обработке или лазерной закалке. Этот процесс может дополнительно повысить износостойкость и твердость гальванического слоя.
4. Проверка качества и тестирование
После завершения гальванопокрытия и последующей обработки необходимо провести строгий контроль качества, чтобы убедиться, что качество гальванического слоя и производительность водоохлаждающего ролика соответствуют требованиям. К распространенным пунктам проверки относятся:
·Контроль толщины: используйте специальные приборы для измерения толщины гальванического слоя, чтобы убедиться, что он соответствует проектным требованиям.
·Проверка адгезии: проверьте адгезию гальванического слоя с помощью испытания на отслаивание, испытания на царапание и других методов, чтобы убедиться, что гальванический слой прочно прикреплен к поверхности ролика и не отвалится из-за трения и ударов в рабочей среде.
·Испытание на твердость: проведите испытание на твердость гальванического слоя, чтобы убедиться, что его твердость соответствует требуемому стандарту и требованиям износостойкости.
·Испытание на коррозионную стойкость: оцените коррозионную стойкость гальванического слоя с помощью испытания в солевом тумане и других методов, чтобы убедиться, что он может оставаться стабильным в суровых условиях.
Улучшение характеристик роликов закалки водой в процессе гальванопокрытия
После процесса поверхностного гальванического покрытия производительность ролика закалки водой значительно улучшилась. В частности, это проявляется в следующих аспектах:
·Повышенная износостойкость: гальванический слой может значительно повысить твердость поверхности закалочного валика, противостоять износу, вызванному трением, и, таким образом, увеличить срок службы валика.
· Повышенная коррозионная стойкость: гальванизированный закалочный валик с водой обладает более высокой коррозионной стойкостью, может противостоять эрозии под воздействием кислотных и щелочных веществ, солевого тумана и других факторов окружающей среды, а также обеспечивает устойчивость валика в суровых условиях.
· Повышенная термическая стабильность: гальванический слой обладает высокой термостойкостью, может оставаться стабильным в условиях работы при высоких температурах и предотвращает старение или деформацию поверхности из-за высокой температуры.
· Повышение точности обработки: поверхность закалочного валика после гальванопокрытия гладкая, что снижает трение, обеспечивает точность обработки материала и повышает эффективность производства.
 +86-15371769898
+86-15371769898 [email protected]
[email protected]


 Производители тонкостенных роликов по индивидуальному заказу
Производители тонкостенных роликов по индивидуальному заказу
 English
English русский
русский Deutsch
Deutsch