 +86-15371769898
+86-15371769898 [email protected]
[email protected]
+86-15371769898[email protected] В сложном мире современного производства промышленный резиновый валик является незаменимым компонентом, который служит тактильным интерфейсом между машиной и продуктом. Будь то высокоскоростная офсетная печать, прецизионное ламинирование пленки или холодная прокатка сверхпрочной стали, эти прецизионные цилиндры отвечают за равномерное приложение давления, последовательную передачу жидкостей и деликатное обращение с хрупкими материалами. По мере приближения к 2026 году потребность в более высоких скоростях производства и более жестких допусках превратила разработку резиновых валков из предметной покупки в критически важную техническую спецификацию. Выбор «правильного» ролика включает в себя сложное взаимодействие химии полимеров, машиностроения и науки о поверхности. Неподходящий эластомер или неправильный твердомер могут привести к катастрофическим простоям, дефектам поверхности и чрезмерным отходам материала.
Производительность и срок службы промышленного катка в первую очередь определяются химическими и физическими свойствами его эластомерного покрытия. В промышленном секторе «каучук» — это широкий термин, охватывающий широкий спектр синтетических полимеров, каждый из которых создан для того, чтобы выдерживать определенные стрессовые воздействия окружающей среды. Выбор правильного состава требует проверки всего вашего процесса — от чистящих растворителей, используемых в конце смены, до пиковых рабочих температур во время высокоскоростной работы.
Химическая основа вашего валика определяет его устойчивость к набуханию, растрескиванию и истиранию.
Помимо химического состава, «твердость» резины, измеренная на Береговая шкала , является решающим фактором качества процесса.
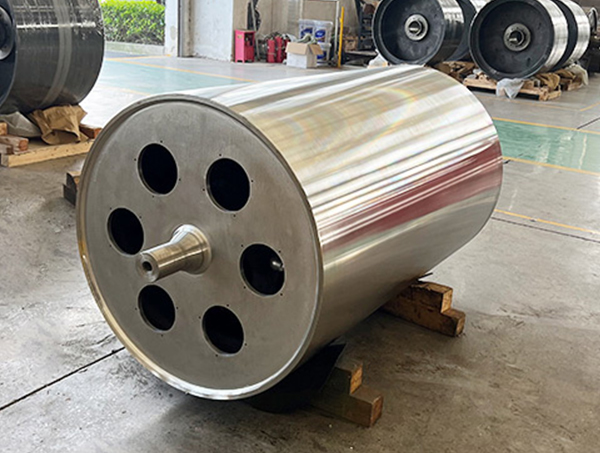
Структурная целостность резинового валика зависит как от его внутреннего металлического сердечника и технологии соединения, так и от резинового покрытия. Чтобы каток достиг «операционного совершенства», он должен быть идеально концентричным и динамически сбалансированным. Любая вибрация или «биение» на высоких оборотах неизбежно приведет к появлению «следов вибрации» на изделии и преждевременному выходу из строя подшипников машины. В 2026 году профессиональные производители будут использовать передовые методы шлифовки с ЧПУ и ультразвуковые испытания, чтобы гарантировать, что ролик представляет собой идеальный цилиндр от журнала к журналу.
Производственный процесс начинается с Металлический сердечник , обычно изготавливаются из толстостенных стальных труб, нержавеющей стали (для пищевых и медицинских целей) или легкого алюминия.
Чтобы максимизировать окупаемость инвестиций (ROI) ваших промышленных роликов, необходима культура профилактического обслуживания. Со временем все резиновые валики подвергаются «глазурованию» — процессу, при котором под воздействием тепла и химикатов поверхность становится гладкой, твердой и не впитывающей влагу.
Эта таблица служит техническим справочником для инженеров, позволяющих подобрать правильный эластомер и профиль твердости в технологической среде.
| Промышленный процесс | Ключевой стрессор | Рекомендуемый эластомер | Твердость (по Шору А) |
|---|---|---|---|
| Офсетная печать | Чернила на масляной основе | Нитрил (NBR) | 25 - 45 |
| Ламинирование пленки | Высокая температура | Силикон | 50 - 70 |
| Обработка металлов | Высокая абразивность | Полиуретан (ПУ) | 80 - 95 |
| Крашение текстиля | Вода и химикаты | EPDM | 40 - 60 |
| Пищевая упаковка | Гигиена / FDA | Белый силикон | 40 - 60 |
| Клейкое покрытие | Липкость/клей | Антипригарный силикон | 30 - 50 |
Самый очевидный признак вздутия – изменение диаметра ролика или «размягчение» поверхности резины. Если ролик физически больше, чем его первоначальная спецификация, или если поверхность кажется липкой, вероятно, он негативно реагирует на химическое вещество или растворитель в вашем процессе.
Динамическая балансировка — это процесс обеспечения равномерного распределения веса катка вокруг его центра вращения. Без него вал, вращающийся на высоких скоростях, будет создавать «центробежную силу», вызывающую вибрацию, что приводит к ухудшению качества печати и механическому повреждению вашего аппарата.
Небольшие вмятины на поверхности иногда можно «отшлифовать» в процессе перешлифовки. Однако, если разрез достигает металлического сердечника, валик необходимо «восстановить», поскольку локализованный участок почти всегда оставляет «отметку» на подложке во время производства.



Занимаемся разработкой и производством валков различной формы и конструкции.
Телефон: +86-15371769898
Электронная почта: [email protected]
Адрес: Китай, пров. Цзянсу, г. Наньтун, уезд Хайань, поселок Чэндун, проспект Лифа, д. 9
Авторское право© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Все права защищены.
 Производители тонкостенных роликов по индивидуальному заказу
Производители тонкостенных роликов по индивидуальному заказу
 English
English русский
русский Deutsch
Deutsch